")

配置选项
MICROBOND CSI 系统 使用不同的超声波焊头和雕刻底座,用于高速连续生产线。焊接在两个超声波站进行。获得专利的 MicrogapControl 技术可确保连续、可重复的粘接质量,并可实现高达每分钟 1000 件产品的生产速度。
若是小批量,可使用单个组件的快换系统代替 MICROBOND CSI 系统。也可以使用集成在一条生产线中的 HiQ DIALOG 焊机,或用作间歇焊接的工作站。

配置选项
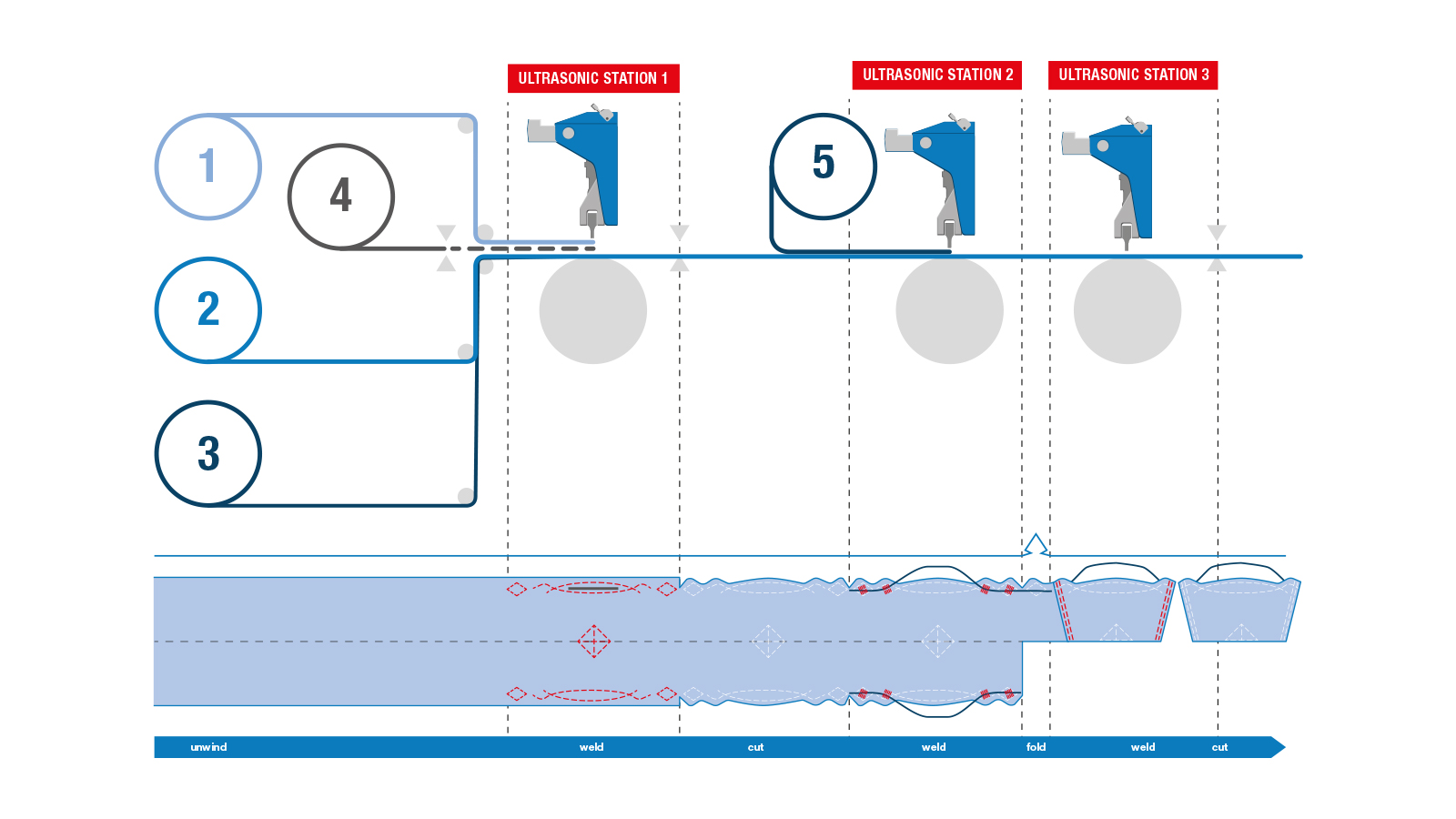
MICROBOND CSI 系统 使用不同的超声波焊头和雕刻底座,用于高速连续生产线。焊接在三个超声波站进行。获得专利的 MicrogapControl 技术可确保连续、可重复的粘接质量,并可实现高达每分钟 500 个口罩的生产速度。
若是小批量,可使用单个组件的快换系统代替 MICROBOND CSI 系统。也可以使用集成在一条生产线中的 HiQ DIALOG 焊机,或用作间歇焊接的工作站。